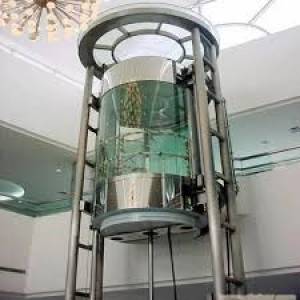
PVE Vacuum Elevators represent the pinnacle of vertical conveying technology, offering a superior solution for efficient and safe material handling across diverse industries. These elevators utilize advanced vacuum technology to gently lift and transport a wide range of materials, minimizing damage and maximizing throughput. Unlike traditional bucket elevators, PVE systems offer significant advantages in terms of speed, cleanliness, and ease of maintenance.
Key Features and Benefits:
Applications:
PVE vacuum elevators find applications in a broad range of industries, including:
Specifications: (Specific specifications vary based on the customized design. Please contact us for detailed information.)