
Ultrasonic liquid processing leverages the power of high-frequency sound waves to induce cavitation—the formation, growth, and implosive collapse of microscopic bubbles—within a liquid medium. This powerful phenomenon generates intense localized energy, leading to a wide range of beneficial effects across diverse industries. Our ultrasonic processors offer a precise and efficient method for enhancing various liquid-based processes.
Key Applications & Benefits:
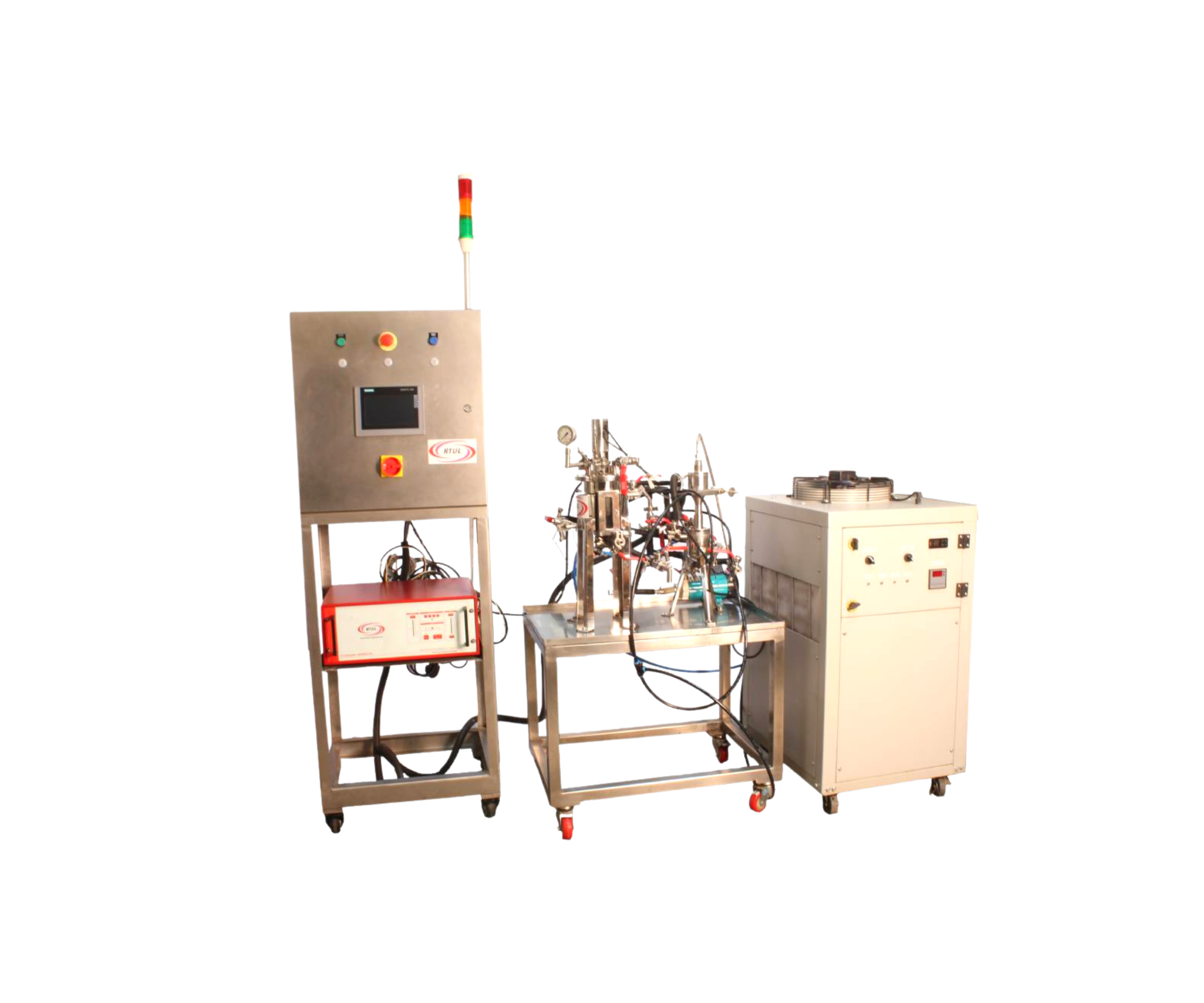
Our Ultrasonic Liquid Processors:
Our range of ultrasonic liquid processing systems offers flexibility and scalability to meet diverse application requirements:
Features & Specifications (Vary by Model):
Why Choose Our Ultrasonic Liquid Processors?
Contact us today to discuss your specific liquid processing needs and discover how ultrasonic technology can benefit your business.



